[Illustration: Figs. 1 and 2. BARLOW’S CANDLE MOULDING MACHINE.]
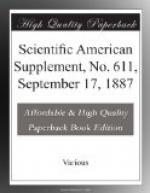
The pistons, D, are hollow, and are provided above with pieces which form the small end of the candles. Instead of using tin, as is usually done, the Messrs. Barlow employ galvanized iron in the construction of these pistons, and mount them through screw rings—no soldering being used. For this reason, any workman whatever can quickly replace one of the tubes. All the pistons are placed upon a horizontal table, which is made to rise and descend at will, in order to regulate the length of the candles and remove them from the mould. A winch transmits the motion which is communicated to it to two pairs of pinions that gear with racks fixed to the frame to lift the table that supports the pistons. How these latter are mounted may be seen from an inspection of Figs. 3 to 5. This new arrangement of spiral springs for the purpose is designed to hold the pistons on the table firmly, and at the same time to prevent the shock that their upper ends might undergo in case of an abrupt turn of the winch. Moreover, the forged iron plate, H, is not exposed to breakage as it is in other machines, where it is of cast iron. The bobbins already mentioned revolve upon strong iron rods, and the moving forward of the wick in the moulds is effected automatically by the very fact of the manufactured candles’ being forced out. These latter are held in position through the double play of the jaws, B, while the stearic acid is flowing into the upper part of the moulds. The cotton wick is thus drawn along and kept in the axis of the candles.
[Illustration: Figs. 3, 4, 5. BARLOW’S CANDLE MOULDING MACHINE.]
One peculiarity of the machine consists in the waste system applied to the mould box. Steam or hot or cold water is sent into the latter through the conduit, L, starting from a junction between pipes provided with cocks. When the water contained in the box is in excess, it flows out through the waste pipes, G, which terminate in a single conduit. Owing to the branchings at T, and to the cocks of the conduits that converge at L, it is very easy to vary the temperature of the box at will. The warm or cold water or steam may be admitted or shut off simultaneously.
When first beginning operations, the wick is introduced into each mould by hand. The piston table is raised by means of the winch, and is held in this position through the engaging of a click with a ratchet on the windlass. A fine iron rod long enough to reach beneath the pistons and catch the end of the wick is next introduced. After this is removed, the wick is fixed once for all, and in any way whatever, to the top of the mould. This operation having been accomplished, the piston table is lowered, and the machine is ready to receive the stearic acid. The moulds are of tin and are open at both ends. In order to facilitate the removal of the candles, they are made slightly conical. When the candles





