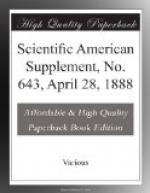
a, Fig. 2, represents an ordinary pinion tooth, and b shows one of the same size strengthened by cutting put metal at the root; c and d were models showing the same width of teeth extended to six times the length, showing what would be their character if considered as springs. ]
A similar arrangement applies to the lathe and machine tools of that character—that is, machines of considerable length in proportion to their width, and with beds made sufficiently strong within themselves to resist all bending and torsional strains, fill the requirements so far as all except wear is concerned. That is, if the frames are once made true, they will remain so, regardless of all external influences that can be reasonably anticipated.
Among wood-working machines there are many that cannot be built on the single rectangular box plan—rested on three points of support. Fortunately, the requirements are not such as demand absolute straight and flat work, because in part from the fact that the material dealt with will not remain straight and flat even if once made so, and in the design of wood-working machinery it is of more importance to so design that one section or element shall remain true within itself, than that the various elements should remain true with one another.
The lathe, the planing machine, the drilling machine, and many others of the now standard machine tools will never be superseded, and will for a long time to come remain subjects of alteration and attempted improvement in every detail. The head stock of a lathe—the back gear in particular—is about as hard a thing to improve as the link motion of a locomotive. Some arrangement by which a single motion would change from fast to slow, and a substitute for the flanges on the pulleys, which are intended to keep the belt out of the gear, but never do, might be improvements. If the flanges were cast on the head stock itself, and stand still, rather than on the pulley, where they keep turning, the belt would keep out from between the gear for a certainty. One motion should fasten a foot stock, and as secure as it is possible to secure it, and a single motion free it so it could be moved from end to end of the bed. The reason any lathe takes more than a single motion is because of elasticity in the parts, imperfection in the planing, and from another cause, infinitely greater than the others, the swinging of the hold-down bolts.
Should not the propelling powers of a lathe slide be as near the point of greatest resistance as possible, as is the case in a Sellers lathe, and the guiding ways as close to the greatest resistance and propelling power as possible, and all other necessary guiding surfaces made to run as free as possible?





