COMPOUND HYDRAULIC PRESSES.
In a hydraulic packing press, the work done by the ram during one stroke may be roughly divided into two periods, in the first of which the resistance, although gradually increasing, may be called light, while in the second the resistance is heavy. The former of these two periods embraces the greater part of the stroke, and it is only a small proportion at the end which requires the exercise of the full power of the press to bring the material to the determined degree of consolidation. Consequently, if a hydraulic press is to be worked so as to waste no time, it requires to be provided with means by which its table may be made to rise rapidly during the portion of the stroke when the resistance is small, and afterward more slowly when the entire power of the pumps is being expended upon the final squeeze. Many methods of obtaining this end have been devised, and are in common use both here and abroad. It is, however, more particularly in the packing of raw material that such appliances are useful, since the goods pressed into bales in this country are not usually of a very yielding nature, and consequently do not require a long stroke to bring them to a high state of compression. In India and Egypt, from whence cotton is sent in bales, presses must have a long stroke; and unless they can be worked rapidly, a very considerable amount of plant is required to get through a moderate quantity of work. To meet the necessities of these countries, Mr. Watson has devised several forms of press in which not only is the table made to rise rapidly through the greater part of its stroke, but the rams are kept almost constantly in motion, so that the time occupied in filling the box with raw cotton and in placing the ties round the bales is not lost.
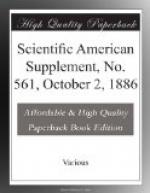
[Illustration: Compound hydraulic press. Figs. 1 and 2.]
We illustrate four forms of Mr. Watson’s presses, Fig. 1 being an earlier construction, which, although very rapid at the date at which it was brought out, has been far surpassed in celerity by the arrangements shown in Figs. 3 to 8. It was introduced in 1873, and forty-three presses according to this design were sent to India by the makers, Messrs. Fawcett, Preston & Co., of Phoenix Foundry, Liverpool, between that year and 1880. Four presses of this kind are worked by one engine, having a cylinder 20 in. by 3 ft. stroke, and driving eighteen to twenty pumps of varying diameter and short stroke. The press has two long-stroke rams, LL, of small diameter, to compress the loose material, and two short-stroke rams, FF, of large diameter, to give the final squeeze. These two pairs of rams act alternately, the one pair being idle while the other is in operation. The lashing of the bale takes place while the larger rams are in action, the bale being supported on the grid, B, which is pushed under it through grooves formed in the press-head, S (Fig. 1). When the grid is in place the press-head can be lowered, and the box be filled, while the bale is receiving its final squeeze from the inverted rams above.





