In conclusion it will be safe to say that the problem of rapid transit for a city as large as London is far from solved by the methods described. Although there are a great many miles of underground lines and main lines, as they have been called throughout the paper, and although grade crossings have been entirely abolished, allowing the trains to run at the greatest speed suitable to their frequency, still there are a great many sections which have to depend entirely upon the omnibus or tram car. The enormous expense entailed by the construction of the elevated structures can hardly be imagined. We have but one similar structure in this country, which is that running from the Schuylkill River to Broad Street station, in Philadelphia. The underground system is even more expensive, especially in view of the tremendous outlay for damages. This goes to show that money has not been spared to obtain rapid transit.
After all, the means to be depended upon when one desires to make a rapid trip from one part of the city to another is the really admirable, cheap, always ready, convenient and comfortable London hansom; while the way to see London is from the top of an omnibus, the most enjoyable, if not the most expeditious, means of conveyance.
* * * * *
[Continued from supplement, no. 809, page 12930.]
RIVETED JOINTS IN BOILER SHELLS.[1]
[Footnote 1: A paper read at a meeting
of the Franklin Institute.
From the journal of the Institute.]
By William Barnet Le Van.
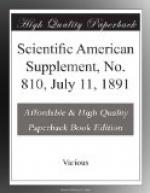
[Illustration: Fig. 11.]
Fig. 11 represents the spacing of rivets composed of steel plates three-eighths inch thick, averaging 58,000 pounds tensile strength on boiler fifty-four inches diameter, secured by iron rivets seven-eighths inch diameter. Joints of these dimensions have been in constant use for the last fourteen years, carrying 100 pounds per square inch.
Punching Rivet Holes.—Of all tools that take part in the construction of boilers none are more important, or have more to do, than the machine for punching rivet holes.
That punching, or the forcible detrusion of a circular piece of metal to form a rivet hole, has a more or less injurious effect upon the metal plates surrounding the hole, is a fact well known and admitted by every engineer, and it has often been said that the rivet holes ought all to be drilled. But, unfortunately, at present writing, no drilling appliances have yet been placed on the market that can at all compare with punching apparatus in rapidity and cheapness of working. A first-class punching machine will make from forty to fifty holes per minute in a thick steel plate. Where is the drilling machine that will approach that with a single drill?





