Construction.—The barrel and supports were made out of a single piece of thin brass tubing, 2-7/16 inch internal diameter and 5-5/8 inch long. The heating end was filed up true, the other cut and filed to the shape indicated in Fig. 98 by dotted lines. The marking out was accomplished with the help of a strip of paper exactly as wide as the length of the tube, and as long as the tube’s circumference. This strip had a line ruled parallel to one of its longer edges, and 2-1/2 inches from it, and was then folded twice, parallel to a shorter edge. A design like the shaded part of Fig. 98 was drawn on an end fold, and all the four folds cut through along this line with a pair of scissors. When opened out, the paper appeared as in Fig. 98.
[Illustration: Fig. 98.]
We now—to pass into the present tense—wrap this pattern round the tube and scratch along its edges. The metal is removed from the two hollows by cutting out roughly with a hack saw and finishing up to the lines with a file.
The next things to take in hand are the displacer rod D and the guide tube in which it works. These must make so good a fit that when slightly lubricated they shall prevent the passage of air between them and yet set up very little friction. If you cannot find a piece of steel rod and brass tubing which fit close enough naturally, the only alternative is to rub down a rod, slightly too big to start with, until it will just move freely in the tube. This is a somewhat tedious business, but emery cloth will do it. The rod should be 3-3/8 inches, the tube 2-1/8 inches, long. I used rod 3/16 inch in diameter; but a smaller rod would do equally well.
[Illustration: Fig. 99.]
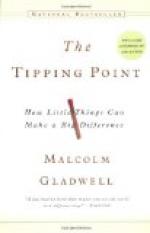
The two plates, A and B, are next prepared by filing or turning down thin brass[1] discs to a tight fit. (Note.—For turning down, the disc should be soldered centrally to a piece of accurately square brass rod, which can be gripped in a chuck. I used a specially-made holder like that shown in Fig. 99 for this purpose.)
[Footnote 1: Thin iron plate has the disadvantage of soon corroding.]
When a good fit has been obtained, solder the two discs together so that they coincide exactly, and bore a central hole to fit the guide tube tightly. Before separating the plates make matching marks, so that the same parts may lie in the same direction when they are put in position. This will ensure the guide tube being parallel to the barrel.
The power cylinder is a piece of brass tubing 2 inches long and of 7/8-inch internal diameter. The piston is of 7/8-inch tubing, fitting the cylinder easily, and thick enough to allow a shallow packing recess to be turned in the outside. Brass washers turned or filed to size form the ends of cylinder and piston. The connecting rod CR2 is a piece of strip brass, 3-3/16 inches long, between centres of holes. This had better be cut off a bit long in the first instance, and be fitted to the little stirrup which attaches its lower end to the piston. The drilling of the crank pinhole should be deferred till the cylinder and crank are in position.





