[Illustration: Fig. 85.—Showing how to mark out strengthening patch round steam dome hole.]
The positions of stays and gauges is shown in Fig. 83.
Chimney.—This should be an elbow of iron piping fitting the inside of the flue closely, made up of a 9-inch and a 4-inch part. The last slips into the end of the flue; the first may contain a coil for superheating the steam.
A Multitubular Boiler.
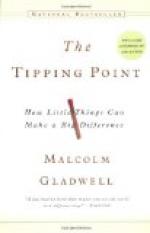
[Illustration: Fig. 86.—Cross section of multitubular boiler.]
Figs. 86 and 87 are respectively end and side elevations of a multitubular boiler having over 600 square inches of heating surface—most of it contributed by the tubes—and intended for firing with solid fuel.
The boiler has a main water-drum, A, 5 inches in diameter and 18 inches long, and two smaller water-drums, B and C, 2-1/2 by 18 inches, connected by two series of tubes, G and H, each set comprising 20 tubes. The H tubes are not exposed to the fire so directly as the G tubes, but as they enter the main drum at a higher point, the circulation is improved by uniting A to B and C at both ends by large 1-inch drawn tubes, F. In addition, B and C are connected by three 3/4-inch cross tubes, E, which prevent the small drums spreading, and further equalize the water supply. A 1-1/2-inch drum, D, is placed on the top of A to collect the steam at a good distance from the water.
Materials.—In addition to 1-1/2 feet of 5 by 3/32 inch solid-drawn tubing for the main, and 3 feet of 2-1/2 by 1/16 inch tubing for the lower drums, the boiler proper requires 22-1/2 feet of 1/2-inch tubing, 19 inches of 3/4-inch tubing, 2-1/4 feet of 1-inch tubing, 1 foot of 1-1/2-inch tubing, and ends of suitable size for the four drums.
[Illustration: Fig. 87.—Longitudinal section of multitubular boiler.]
CONSTRUCTION.
[Illustration: Fig. 88.-Two arrangements for tube holes in multi tubular boiler.]
The centres for the water-tubes, G and H, should be laid out, in accordance with Fig. 88, on the tops of B and C and the lower part of A, along lines scribed in the manner explained on p. 207. Tubes H must be bent to a template to get them all of the same shape and length, and all the tubes be prepared before any are put in place. If the tubes are set 7/8 inch apart, centre to centre, instead of 1-1/4 inches, the heating surface will be greatly increased and the furnace casing better protected.
Assembling.—When all necessary holes have been made and are of the correct size, begin by riveting and silver-soldering in the ends of the drums. Next fix the cross tubes, E, taking care that they and B and C form rectangles. Then slip the F, G, and H tubes half an inch into the main drum, and support A, by means of strips passed between the G and H tubes, in its correct position relatively to B and C. The E tubes can now be pushed into B and C and silver-soldered. The supports may then be removed, and the a and H tubes be got into position and secured. Drum D then demands attention. The connecting tubes, KK, should be silver-soldered in, as the boiler, if properly made, can be worked at pressures up to 100 lbs. per square inch.





