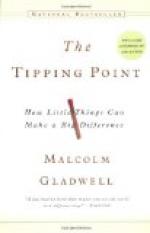
The vertical section (Fig. 82) shows 1/16-inch barrel, 13 inches long over all and 12 inches long between the end plates, and 6 inches in diameter. The furnace flue is 2-1/2 inches across outside, and contains eleven 1/2-inch cross tubes, set as indicated by the end view (Fig. 83), and 3/4 inch apart, centre to centre. This arrangement gives a total heating surface of about 140 square inches. If somewhat smaller tubes are used and doubled (see Fig. 84), or even trebled, the heating surface may be increased to 180-200 square inches. With a powerful blow-lamp this boiler raises a lot of steam.
Tubing the Furnace Flue.—Before any of the holes are made, the lines on which the centres lie must be scored from end to end of the flue on the outside. The positions of these lines are quickly found as follows:—Cut out a strip of paper exactly as long as the circumference of the tube, and plot the centre lines on it. The paper is then applied to the tube again, and poppet marks made with a centre punch opposite to or through the marks on the paper. Drive a wire-nail through a piece of square wood and sharpen the point. Lay the flue on a flat surface, apply the end of the nail to one of the poppet marks, and draw it along the flue, which must be held quite firmly. When all the lines have been scored, the centring of the water tubes is a very easy matter.
[Illustration: Fig. 83.-End of horizontal boiler, showing position of holes for stays and fittings.]
The two holes for any one tube should be bored independently, with a drill somewhat smaller than the tube, and be opened to a good fit with a reamer or broach passed through both holes to ensure their sides being in line. Taper the tubes—2-7/8 inches long each—slightly at one end, and make one of the holes a bit smaller than the other. The tapered end is passed first through the larger hole and driven home in the other, but not so violently as to distort the flue. If the tubes are made fast in this way, the subsequent silver-soldering will be all the easier.
[Illustration: Fig. 84.—Doubled cross tubes In horizontal boiler flue.]
The Steam Dome.—The large holes—2 inches in diameter—required for the steam dome render it necessary to strengthen the barrel at this point. Cut out a circular plate of metal 4 inches across, make a central hole of the size of the steam dome, and bend the plate to the curve of the inside of the barrel. Tin the contact faces of the barrel and “patch” and draw them together with screws or rivets spaced as shown in Fig. 85, and sweat solder into the joint. To make it impossible for the steam dome to blowout, let it extend half an inch through the barrel, and pass a piece of 1/4-inch brass rod through it in contact with the barrel. The joint is secured with hard solder. Solder the top of the dome in 1/8 inch below the end of the tube, and burr the end over. The joint should be run again afterwards to ensure its being tight.





