(2.) If in doubt, make the boiler much more solid than is needed, rather than run any risks.
(3.) Fit a steam gauge, so that you may know what is happening.
(4.) Test your boiler under steam, and don’t work it at more than half the pressure to which it has been tested. (See p. 220.)
In the present chapter we will assume that the barrels of all the boilers described are made out of solid-drawn seamless copper tubing, which can be bought in all diameters up to 6 inches, and of any one of several thicknesses. Brass tubing is more easily soldered, but not so good to braze, and generally not so strong as copper, other things being equal. Solid-drawn tubing is more expensive than welded tubing or an equivalent amount of sheet metal, but is considerably stronger than the best riveted tube.
Boiler ends may be purchased ready turned to size. Get stampings rather than castings, as the first are more homogeneous, and therefore can be somewhat lighter.
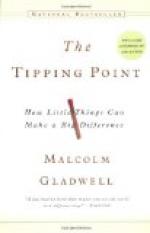
Flanging Boiler Ends.—To make a good job, a plate for an end should be screwed to a circular block of hard wood (oak or boxwood), having an outside diameter less than the inside diameter of the boiler barrel by twice the thickness of the metal of the end, and a rounded-off edge. The plate must be annealed by being heated to a dull red and dipped in cold water. The process must be repeated should the hammering make the copper stubborn.
Stays should be used liberally, and be screwed and nutted at the ends. As the cutting of the screw thread reduces the effective diameter, the strength of a stay is only that of the section at the bottom of the threads.
Riveting.—Though stays will prevent the ends of the boiler blowing off, it is very advisable to rivet them through the flanges to the ends of the barrel, as this gives mutual support independently of soldering or brazing. Proper boiler rivets should be procured, and annealed before use. Make the rivet holes a good fit, and drill the two parts to be held together in one operation, to ensure the holes being in line. Rivets will not close properly if too long. Dies for closing the rivet heads may be bought for a few pence.
Soldering, etc.—Joints not exposed directly to the furnace flames may be soldered with a solder melting not below 350 degrees Fahr. Surfaces to be riveted together should be “tinned” before riveting, to ensure the solder getting a good hold afterwards. The solder should be sweated right through the joint with a blow-lamp to make a satisfactory job.
All joints exposed to the flames should be silver-soldered, and other joints as well if the working pressure is to exceed 50 lbs. to the square inch. Silver-soldering requires the use of a powerful blow—lamp or gas-jet; ordinary soft soldering bits and temperatures are ineffective. Brazing is better still, but should be done by an expert, who may be relied on not to burn the metal. It is somewhat risky to braze brass, which melts at a temperature not far above that required to fuse the spelter (brass solder). Getting the prepared parts of a boiler silver-soldered or brazed together is inexpensive, and is worth the money asked.





