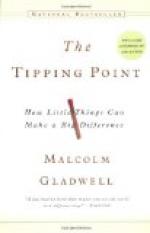
[Illustration: Fig. 75.—Wheel of steam top, ready for blades to be bent. A hole is drilled at the inner end of every slit to make bending easier.]
Solder the plates into the tube, allowing an overlap of a quarter of an inch beyond the lower one, to help retain the heat.
The top wheel is cut out of a flat piece of sheet iron, zinc, or brass. Its diameter should be about 2-1/2 inches, the vanes 1/2 inch long and 1/4 inch wide at the circumference. Turn them over to make an angle of about 45 degrees with the spindle. They will be more easily bent and give better results if holes are drilled, as shown in Fig. 75.
The spindle is made out of a bit of steel or wire—a knitting-needle or wire-nail—not more than 1 inch in diameter and 1-1/2 inches long. The hole for this must be drilled quite centrally in the wheel; otherwise the top will be badly balanced, and vibrate at high speeds. For the same reason, the spindle requires to be accurately pointed.
The steam ports are next drilled in the top of the boiler. Three of them should be equally spaced (120 degrees apart) on a circle of 1-inch radius drawn about the spindle poppet as centre. The holes must be as small as possible—1/40 to 1/50 inch—and inclined at an angle of not more than 45 degrees to the top plate. The best drills for the purpose are tiny Morse twists, sold at from 2d. to 3d. each, held in a pin vice rotated by the fingers. The points for drilling should be marked with a punch, to give the drills a hold. Commence drilling almost vertically, and as the drill enters tilt it gradually over till the correct angle is attained.
If a little extra trouble is not objected to, a better job will be made of this operation if three little bits of brass, filed to a triangular section (Fig. 76 a), are soldered to the top plate at the proper places, so that the drilling can be done squarely to one face and a perfectly clear hole obtained. The one drawback to these additions is that the vanes of the turbine may strike them. As an alternative, patches may be soldered to the under side of the plate (Fig. 76, b) before it is joined to the barrel; this will give longer holes and a truer direction to the steam ports.
[Illustration: Fig. 76. Steam port details.]
Note that it is important that the ports should be all of the same diameter and tangential to the circle on which they are placed, and all equally inclined to the plate. Differences in size or direction affect the running of the top.
Solder the spindle to the wheel in such a position that the vanes clear the boiler by an eighth of an inch or so. If tests show that the top runs quite vertically, the distance might be reduced to half, as the smaller it is the more effect will the steam jets have.
A small brass filler should be affixed to the boiler halfway up. A filler with ground joints costs about 6d.
A wick spirit lamp will serve to raise steam. Solder to the boiler three legs of such a length as to give an inch clearance between the lamp wick and the boiler. If the wick is arranged to turn up and down, the speed of the top can be regulated.





