Slip a blade into place on the disc, easing the central slit, if necessary, to allow the near edge to lie in contact with the board—that is parallel to the disc. Solder on the blade, using the minimum of solder needed to make a good joint. When all the blades are fixed, you will have a wheel with the blades quite true on one side. It is, therefore, important to consider, before commencing work, in which direction the concave side of the blades should be, so that when the wheel is mounted it shall face the nozzle.
To make this point clear: the direction of the nozzle having been decided, the buckets on the trued side must in turn present their concave sides to the nozzle. In Fig. 70 the nozzle points downwards, and the left side of the wheel has to be trued. Therefore B1 has its convex, B2 its concave, side facing the reader, as it were.
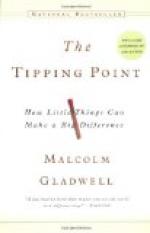
The Nozzle is a 1-1/2 inch piece of brass bar. Drill a 1/20-inch hole through the centre. On the outside end, enlarge this hole to 1/8 inch to a depth of 1/8 inch. The nozzle end is bevelled off to an angle of 20 degrees, and a broach is inserted to give the steam port a conical section, as shown in Fig. 72, so that the steam may expand and gain velocity as it approaches the blades. Care must be taken not to allow the broach to enter far enough to enlarge the throat of the nozzle to more than 1/20 inch.
[Illustration: Fig. 72.—Nozzle of turbine, showing its position relatively to buckets.]
Fixing the Nozzle.—The centre of the nozzle discharge opening is 1-13/16-inches from the centre of the wheel. The nozzle must make an angle of 20 degrees with the side of the casing, through which it projects far enough to all but touch the nearer edges of the vanes. (Fig. 72.) The wheel can then be adjusted, by means of the spindle nuts, to the nozzle more conveniently than the nozzle to the wheel. To get the hole in the casing correctly situated and sloped, begin by boring a hole straight through, 1/4 inch away laterally from where the steam discharge hole will be, centre to centre, and then work the walls of the hole to the proper angle with a circular file of the same diameter as the nozzle piece, which is then sweated in with solder. It is, of course, an easy matter to fix the nozzle at the proper angle to a thin plate, which can be screwed on to the outside of the casing, and this method has the advantage of giving easy detachment for alteration or replacement.
Balancing the Wheel.—As the wheel will revolve at very high speed, it should be balanced as accurately as possible. A simple method of testing is to rest the ends of the spindle on two carefully levelled straight edges. If the wheel persists in rolling till it takes up a certain position, lighten the lower part of the wheel by scraping off solder, or by cutting away bits of the vanes below the circumference of the disc, or by drilling holes in the disc itself.
Securing the Wheel.—When the wheel has been finally adjusted relatively to the nozzle, tighten up all the spindle nuts hard, and drill a hole for a pin through them and the disc parallel to the spindle, and another through N3 and the spindle. (Fig. 70.)





