The Steam Ways.—The formation of the steam ways between valve plate and cylinder is the most ticklish bit of work to be done on the engine as it entails the making of a number of solder joints close together.
[Illustration: Fig. 60.—Piece for steam ways.]
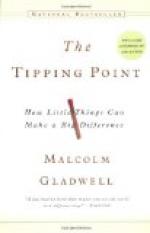
We begin by cutting out of 1/20-inch sheet brass a piece shaped as in Fig. 60. Parallel to the long edges, and 3/8 inch away, scribe bending lines. Join these by lines 5/8 inch from the short edges, and join these again by lines 1/4 inch from the bending lines. Cuts must now be made along the lines shown double in Fig. 60. Bend parts cc down and parts bb upwards, so that they are at right angles to parts aa. The positions of these parts, when the piece is applied to the cylinder, are shown in Fig. 62.
[Illustration: Fig. 61.—Valve plate and steam ways in section.]
One must now make the bridge pieces (Fig. 61, a, a) to separate the inlet passages from the exhaust. Their width is the distance between the bent-down pieces cc of Fig. 60, and their bottom edges are shaped to the curvature of the cylinder barrel. Finally, make the pieces bb (Fig. 61), which form part of the top of the steam ways.
In the assembling of these parts a blowpipe spirit lamp or a little “Tinol” soldering lamp will prove very helpful.
The following order should be observed:
(1.) Solder the piece shown in Fig. 60 to the cylinder barrel by the long edges, and to the cylinder supports at the ends. This piece must, of course, cover the steam ports in the cylinder.
(2.) Put pieces aa (Fig. 61) in position, with their tops quite flush with the tops of bb (Fig. 62), and solder them to the cylinder barrel and sides of the steam-way piece.
(3.) Solder the valve plate centrally to bb, and to the tops of aa, which must lie between the central and outside ports. Take great care to make steam-tight joints here, and to have the plate parallel to the standards in one direction and to the cylinder in the other.
(4.) Solder in pieces bb. These should be a tight fit, as it is difficult to hold them in place while soldering is done.
(5.) Bore a 5/16-inch hole in the lower side of the central division and solder on the exhaust pipe.
Slide Valve.—The contact part of this is cut out of flat sheet brass (Fig. 63), and to one side is soldered a cap made by turning down the edges of a cross with very short arms. The little lugs aa are soldered to this, and slotted with a jeweller’s file to engage with notches cut in the valve rod (see Figs. 58 and 62).
[Illustration: Fig. 63.-Parts of slide valve.]
The Crank and Crank Shaft.—The next thing to take in hand is the fixing of the crank shaft. This is a piece of 3/8 or 1/2 inch steel rod 5 inches long.
The bearings for this may be pieces of brass tubing, fitting the rod fairly tight. By making them of good length—1 inch—the wear is reduced to almost nothing if the lubricating can is used as often as it should be.





