Bore a 1/4-inch hole in the centre of one cover—be sure that it is the right one—for the piston rod.
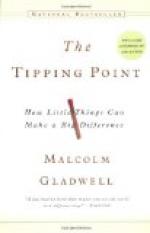
You can now proceed to the making of the piston-rod gland (Fig. 54, G1). Fig. 57 shows how this is built up of pieces of tubing and brass lugs for the screws. If possible, get the tubular parts trued in a lathe.
[Illustration: Fig. 57.—Vertical section of cylinder.]
Before the gland is soldered to the cover, the cover should be put in place, the piston rod attached to the piston, and the parts of the gland assembled. Push the piston rod through the cover until the piston is hard up against the back of the cover. Slip the gland over the rod, turn it so that the screws are parallel to the foot of the standard, and make the solder joint. This is the best way of getting the gland exactly concentric with the cylinder so that the piston rod shall move without undue friction. But you must be careful not to unsolder the cylinder from its standard or the parts of the gland. Blacken the piston rod in a candle flame to prevent solder adhering.
Steam Chest.—The walls of the steam chest are best made in one piece out of 1/2-inch brass by cutting out to the dimension given in Fig. 58. A sharp fret saw will remove the inside rectangle. Get both inside and outside surfaces as square as possible in all directions, and rub down the two contact faces on emery cloth supported by an old looking-glass.
[Illustration: Fig. 68.-Wall-piece for steam chest, with gland and valve rod in position.]
Two perfectly flat plates of 1/8-inch brass are cut to the size given in Fig. 59, or a little longer both ways, to allow for working down to the same area as the wall-piece. This operation should be carried out after soldering the three pieces together. File and rub the sides until no projections are visible. Then drill twelve 3/32-inch holes right through the three parts. After separating them, the holes in the walls and what will be the cover must be enlarged to an easy fit for 1/8-inch bolts, and the valve plate tapped.
Now drill 3/16-inch holes centrally through the ends of the walls for the valve rod. If the first hole is drilled accurately, the second hole should be made without removing the drill, as this will ensure the two holes being in line. If, however, luck is against you, enlarge the holes and get the rod into its correct position by screwing and soldering small drilled plates to the outside of the chest. Also drill and tap a hole for the lubricator. The attachment of the gland (Fig. 54, G2) is similar to that of the cylinder gland, and therefore need not be detailed.
The Valve Plate (Fig. 59).—Three ports must be cut in this—a central one, 7/8 by 3/32 inch, for the exhaust; and two inlets, 7/8 by 3/32 inch, 1/8 inch away from the exhaust. These are easily opened out if a series of holes be drilled along their axes.
[Illustration: Fig. 69.—Valve plate.]





