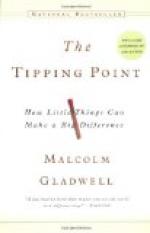
[Illustration: Fig. 56.-Cylinder standard before being bent.]
A square-cornered notch 1/8 inch deep and 7/8 inch wide must now be cut in each end of the barrel, the two notches being exactly in line with one another. These are to admit steam from the steam ways into the cylinder.
Cylinder Standards.-Use 5/64 or 3/32 inch brass plate for these. Two pieces of the dimensions shown in Fig. 56 are needed. Scratch a line exactly down the middle of each, and a cross line 1/2 inch from one end. The other end should be marked, cut, and filed to a semicircle. Drill three 3/16-inch holes in the turnover for the holding-down screws. The two standards should now be soldered temporarily together at the round ends and trued up to match each other exactly. Place them in the vice with the bending lines exactly level with the jaws, split the turnovers apart, and hammer them over at right angles to the main parts. Whether this has been done correctly may be tested by placing the standards on a flat surface. Take the standards apart, and scratch a cross line on each 1-5/8 inch from the lower surface of the foot on the side away from the foot. Make a punch mark where the line crosses the vertical line previously drawn, and with this as centre describe a circle of the diameter of the outside of the barrel. Cut out the inside and file carefully up to the circle, stopping when the barrel makes a tight fit. On the inside of the hole file a nick 1/8 inch deep, as shown in Fig. 56. Remember that this nick must be on the left of one standard and on the right of the other, so that they shall pair off properly.
Standards and barrel must now be cleaned for soldering. Screw one standard down to a wood base; slip one end of the barrel into it; pass the other standard over the other end of the barrel, and adjust everything so that the barrel ends are flush with the, outer surfaces of the standard, and the nicks of the barrel in line with the standard nicks. Then screw the other standard to the base. Solder must be run well into the joints, as these will have to stand all the longitudinal working strain.
The next step is the fitting of the cylinder covers. If you can obtain two stout brass discs 2-1/8 inches in diameter, some trouble will be saved; otherwise you must cut them out of 3/32-inch plate. The centre of each should be marked, and four lines 45 degrees apart be scratched through it from side to side. A circle of 15/16-inch radius is now drawn to cut the lines, and punch marks are made at the eight points of intersection. Solder the covers lightly to the foot side of their standards, marked sides outwards, and drill 1/8-inch holes through cover and standard at the punch marks. Make matching marks on the edges. Unsolder the covers, enlarge the holes in them to take 5/32-inch screws; and tap the holes in the standards. This method will ensure the holes being in line, besides avoiding the trouble of marking off the standards separately.





