[Illustration: Fig. 7.]
As the matrices approach the line, their upper ends are carried over a spring g3, projecting through the assembler face-plate from the rear, as shown in Fig. 7, its purpose being to hold the matrices forward and prevent them from falling back in such a manner that succeeding matrices and spaces or justifiers will pass improperly ahead of them. The descending matrices also pass beneath a long depending spring g4, which should be so adjusted as barely to permit the passage of the thickest matrix.
[Illustration: Fig. 8.]
[Illustration: Fig. 9.]
After the composition of the line is completed in the assembling elevator G, as shown in Fig. 8, the elevator is raised as shown in Fig. 9, so as to present the line between the depending fingers of the transfer-carriage N, which then moves to the left to the position shown by dotted lines in Fig. 9, thereby bringing the line into the first elevator O, which then descends, carrying the line of matrices downwards, as shown in Fig. 10, to its position in front of the mold and between the confining jaws P, P, mounted in the main frame, which determine the length of the line.
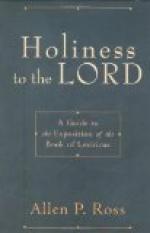
Figs. 11 and 12 show the casting mechanism in vertical section from front to rear. When the first elevator O lowers the line, as just described, the mold and the pot M stand in their rearward positions, as shown in Fig. 11.
[Illustration: Fig. 10.]
[Illustration: Fig. 11.]
The mold-carrying wheel is sustained by a horizontal slide, and as soon as the matrix line is lowered to the casting position, a cam at the rear pushes the slide and mold wheel forward until the front face of the mold is closed tightly against the rear face of the matrix line, as shown in Fig. 12.
[Illustration: Fig. 12.]
While this is taking place, the pot, having its supporting legs mounted on a horizontal shaft, swings forward until its mouth is closed tightly against the back of the mold, as shown in Fig. 12. While the parts are in this position, the justifying bar Q is driven up and pushes the spaces or justifiers upward through the line of matrices until the line is expanded or elongated to fill completely the gap between jaws P, P.
In order to secure exact alignment of the matrices vertically and horizontally, the bar Q acts repeatedly on the spaces, and the line is slightly unlocked endwise and relocked. This is done that the matrices may be temporarily released to facilitate the accurate adjustment demanded. While the justified line is locked fast between the jaws, the elevator, and the mold, the plunger m2 in the pot descends and drives the molten metal before it through the spout or mouth of the pot into the mold, which is filled under pressure, so that a solid slug is produced against the matrices. The pot then retreats, and its





