Forged steel armor, tempered in oil, is fabricated at Le Creusot, France, by Schneider & Co., using open-hearth steel, and forging under the 100 ton hammer. The ingots are cast, with twenty-five per cent. sinking head and are cubical in form. The porter bar is attached to a lug on one side of the ingot. By means of a crane with a curved jib which gives springiness under the hammer, the ingot is thrust into the heating furnace. On arriving at a good forging heat it is swung around to the 100 ton hammer, under which it is worked down to the required shape. A seventy-five ton ingot requires about eight reheatings before being reduced to shape. Having been reduced to shape, the plate is carefully annealed, then raised to a high tempering heat, and the face tempered in oil. It is reannealed to take out the internal strains, care being taken not to reduce the face hardness more than necessary. The Schneider process of tempering is based upon the utilization of the absorption of heat caused by the fusing or melting of a solid substance, and of the fact that so long as a solid is melting or dissolving in a liquid substance, the liquid cannot get appreciably hotter, except locally around the heating surface. The body to be hardened is plunged at the requisite temperature into a bath containing the solid melting body, or is kept under pressure in the solid material of low melting point until the required extraction of heat has taken place, more solid material being added if necessary as that originally present melts and dissolves.
Nickel steel armor is made in a similar manner to the steel plates, the material used in casting the ingot being an alloy of nickel and steel containing between three and four per cent. of nickel.
The Harvey process of making armor consists in taking an all-steel plate and carbonizing the face. This carbonizing process is very similar to the cementation process of producing steel, and by it the face of the plate is made high in carbon and very hard.
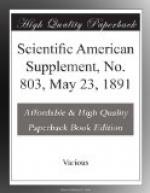
The system invented by Sir Joseph Whitworth, of Manchester, England, consists in what might be called scale armor. A section of a sample of the armor represents four plates. The outer layer, one inch thick, is composed of steel of a tensile strength of 80 tons per square inch; the second layer, one inch thick, of steel whose tensile strength is 40 tons per square inch; the third and fourth layers, each one-half inch thickness, of mild steel. The outer layer is in small squares of about ten inches on a side, and is fastened to the second layer by bolts at the corners and one in the middle of each square. The surface is flush. (See Fig. 9.) The end sought by the above system is to break up the shot by the hard steel face and to restrict any starring or cracking of the metal to the limit of the squares or scales struck. The bolts are of high carbon and are extremely hard steel.
[Illustration: Fig. 9.]





