[Illustration: Fig. 6.]
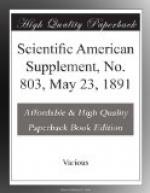
In 1887, Wilson took out a patent for improvements in his process of making compound plates. In this method of manufacture he takes a wrought iron, fibrous plate, fifteen inches thick, built up from a number of thin plates. While hot from the forging press, he places this plate in an iron mould (see Fig. 7) about 28 inches deep, and upon it runs “ingot iron” or very mild steel to a depth of thirteen inches. In this form of mould the plate rests on brickwork, and is held in place by two grooved side clamps or strips which are caused to grip the plate by means of screws which extend through the sides of the mould. After solidifying, the plate, which is twenty-eight inches thick, is reheated and rolled down to eighteen inches. This is the iron backing of the finished plate, and it is again put in the iron mould and heated, when a layer of hard steel is run on the exposed surface of the original wrought iron plate to a depth of eight inches. This makes a plate about twenty-eight inches thick. It is taken from the mould, reheated, rolled, hammered or pressed down to twenty inches. After cooling, it is bent, planed, and fitted as desired, then tempered and annealed to relieve internal strains.
[Illustration: Fig. 7.]
The method employed by Ellis in making compound plates is to take two separate plates, one of good wrought iron and one of hard forged steel, placing the forged steel plate on the wrought iron plate, keeping them separate by a wedge frame or berm of steel around three sides, and placing small blocks of steel at various points near the middle of the plates (see Fig. 8). These blocks are called distance blocks. After covering all the exposed steel surfaces with ganister, the plates are put in a gas furnace and heated to a welding heat. They are then lowered into a vertical iron pit with the open side uppermost. The plates are held in position by hydraulic rams, which also prevent bulging. Molten steel of medium softness is then poured into the space between the plates, by means of a distributing trough having holes in the bottom, and after this has solidified, the whole plate is placed under the hydraulic press and reduced about twenty per cent. in thickness. The plate is then passed through the rolls, bent, planed, fitted, tempered, and annealed to reduce internal strains.
[Illustration: Fig. 8.]
In heating the compound plates for rolling, the plate is placed in the furnace with the steel face down, so that the iron part gets well heated and the steel does not become too hot. Great care must be taken not to overheat the plate, and in working, many passes are given the plate with small closings of the rolls. The steel part of a compound plate is usually about one third of the full thickness of the plate.





