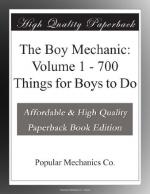
[Illustration: Armature-Ring Core, Its Hub and the Construction of the Commutator and Its Insulation]
bars. Place them on the fiber hub and slip the hub on the shaft, then clamp the whole in place with the nut, as shown in Fig. 3. True up the commutator in a lathe to the size given in Fig. 6.
The brush holder is shaped from apiece of fiber, as shown in Fig. 8. The studs for holding the brushes are cut from 5/16-in. brass rod, as shown in Fig. 9. The brushes consist of brass or copper wire gauze, rolled up and flattened out to 1/8 in. thick and 1/4 in. wide, one end being soldered to keep the wires in place. The holder is slipped on the projecting outside end of the bearing, as shown m Fig. 3, and held with a setscrew.
The field core is insulated before winding with 1/64-in. sheet fiber, washers, 1-1/8 in. by 1-1/2 in., being formed for the ends, with a hole cut in them to fit over the insulation placed on the cores. A slit is cut through from the hole to the outside, and then they are soaked in warm water, until they become flexible enough to be put in place. After they have dried, they are glued to the core insulation.
The field is wound with No. 18 gauge double-cotton-covered magnet wire, about 100 ft. being required. Drill a small hole through each of the lower end insulating washers. In starting to wind, insert the end of the wire through the hole from the inside at A Fig. 1, and wind on four layers, which will take 50 ft. of the wire, and bring the end of the wire out at B. After one coil, or side, is wound start at C in the same manner as at A, using the same number of turns and the same length of wire. The two ends are joined at B.
The armature ring is insulated by covering the inside and brass spider with 1/16-in. sheet fiber. Two rings of 1/16-in sheet fiber are cut and glued to the sides of the ring. When the glue is set, cut out the part within the slot ends and make 12 channel pieces from 1/64-in. sheet fiber, which are glued in the slots and to the fiber washers. Be sure to have the ring and spider covered so the wire will not touch the iron or brass.
Each slot of the armature is wound with about 12 ft. of No. 21 gauge double-cotton-covered magnet wire. The winding is started at A, Fig. 5, by bending the end around one of the projections, then wind the coil in one of the slots as shown, making 40 turns or four layers of 10 turns each shellacking each layer as it is wound. After the coil is completed in one slot allow about 2 in. of the end to protrude, to
[Illustration: The Insulated Brush Holder and Its Studs for Holding the Brushes on the Commutator]
fasten to the commutator segment. Wind the next slot with the same number of turns in the same manner and so on, until the 12 slots are filled. The protruding ends of the coils are connected to the pins in the commutator segments after the starting end of one coils is joined to the finishing end of the next adjacent. All connections should be securely soldered.





