an old pump cylinder, 3/8 in. thick, 1-3/4 in. inside diameter and about 5 in. long. This was fastened between some wooden blocks which were bolted on the tool carriage of a lathe and then bored out to a diameter of about 2 in. The boring bar, Fig. 1, consisted of an old shaft with a hole bored through the center and a tool inserted and held for each cut by a setscrew. A wood mandrel with a metal shaft to turn in the centers of a lathe was made to fit the bored-out cylinder. The cylinder was then placed on the mandrel, fastened with a pin, and threaded on both ends. Flanges were next made from couplings discarded from an old horsepower tumbling rod, to fit on the threaded ends of the cylinder casting. When these flanges were tightly screwed on the casting and faced off smooth the whole presented the appearance of a large spool.
The back cylinder head was made from a piece of cast iron, about 1/2 in. thick, turned to the same diameter as the flanges, and with a small projection to fit snugly inside the cylinder bore. Two holes were then drilled in this head and tapped for 3/4-in. pipe. Two pieces of 3/4 -in. pipe were fitted to these holes so that, when they were turned in, a small part of the end of each pipe projected on the inside of the cylinder head. These pieces of pipe serve as valve cages and are reamed out on the inside ends to form a valve seat. The outlet for the exhaust and the inlet for the gas and air are through holes drilled in the side of each pipe respectively and tapped for 1/2-in. pipe. Two heads were then made to fit over the outer ends of the valve cages. These heads looked similar to a thread spool with one flange cut off, the remaining flange fitting on the
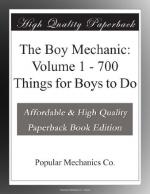
[Illustration: Steps in Making the Home-Made Gasoline Engine]
end of the valve cage and the center extending down inside to make a long guide for the valve stems. These heads are held in place by a wrought-iron plate and two bolts, one of which is plainly shown in the picture. This plate also supports the rocker arms, Fig. 2, and the guides for the rods that operate the valves. Both valves are mechanically operated by one cam attached to a shaft running one turn to two of the crankshaft. The gears to run this shaft were cut from solid pieces on a small home-made gear-cutting attachment for the lathe as shown in Fig. 3. The gear on the crankshaft has 20 teeth meshing into a 40-tooth gear on the cam shaft.
The main part of the frame consists of a piece of 1/2-in. square iron, 30 in. long, bent in the shape of a U, and on the outside of this piece is riveted a bent piece of sheet metal 1/8 in. thick and 3 in. wide. The U-shaped iron is placed near one edge of the sheet metal. Two pieces of 2-1/2-in. angle iron are riveted vertically on the ends of the U-shaped iron and a plate riveted on them to close the open end and to form a face on which to attach the cylinder with bolts or cap screws. A hole was cut through the angle irons and plate the same size as the bore of the cylinder so the piston could be taken out without removing the cylinder. A 1-in. angle iron was riveted to one side of the finished frame to make a support for the crankshaft bearing. The rough frame, Fig. 4, was then finished on an emery wheel. This long frame had to be made to accommodate the crosshead which was necessary for such a short cylinder.





