[Illustration: Gear-Cutting Attachment for Lathes]
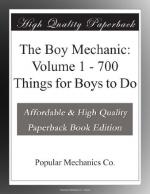
projecting end filed to fit the tool post of the lathe. A pair of centers are fitted, one of which should have a screw thread and lock nut for adjustment in putting in and removing the mandrel.
All the old clock wheels that can be found should be saved and used for index wheels. All of these wheels should be fitted to one end of the mandrel. The blank wheel is put on the outer end of the mandrel and a clock wheel having the number of teeth desired placed on the other end. When the mandrel is put in between the centers a small pawl is fastened with a screw to the frame with its upper end engaging in a tooth of the clock wheel. One clock wheel will index more than one number of teeth on a blank wheel. For instance: if the clock wheel has 18 teeth it can be made to index 6, 9 or 18 teeth to the blank by moving the number of teeth each time 3, 2 and 1 respectively. In the sketch, A shows the end of the cutter and B the side and the shape of the cutting tool. When the cutter A, which is in a mandrel placed in the centers of the lathe, has finished a cut for a tooth, the pawl is disengaged and the mandrel turned to another tooth in the clock wheel.
In order to get the desired height it is sometimes necessary to block up the lathe head and the final depth of the tooth adjusted by the two screws in the projecting end of the frame which rests on the rocker in the tool post. Should too much spring occur when cutting iron gears the frame can be made rigid by blocking up the space between it and the lathe bed.
The cutter mandrel is placed in the centers of the lathe, or should the lathe head be raised, a short mandrel with the cutter near the end can be placed in a chuck, and adjusted to run true. The frame holding the mandrel, gear blank and clock wheel is inserted in the tool post of the lathe and adjusted for depth of the cutter. The lathe is started and the gear blank fed on the cutter slowly until the tooth is cut. The pawl is released and the mandrel turned to the proper number of teeth and the operation repeated. In this manner gears 3 in. in diameter can be made on a 6-in. swing lathe. —Contributed by Samuel C. Bunker, Brooklyn, N.Y.
** Wire Terminals for Battery Connections [168]
[Illustration: Cotter Pin Wire Terminal]
Good connections on the end of wires for batteries can be made from cotter pins, Fig. 1, about 1-1/2 in. long. Each end of the wire is put through the eye of a cotter pin, twisted around itself and soldered. The connection and eye are then covered with tape as shown in Fig. 2. When connecting to batteries, spread the pin and push the parts under the nut with one part on each side of the binding-post. When the nuts are tightened the connection will be better than with the bare wire. —Contributed by Howard S. Bott.
** Simple Arts and Crafts Leather Work [168]





